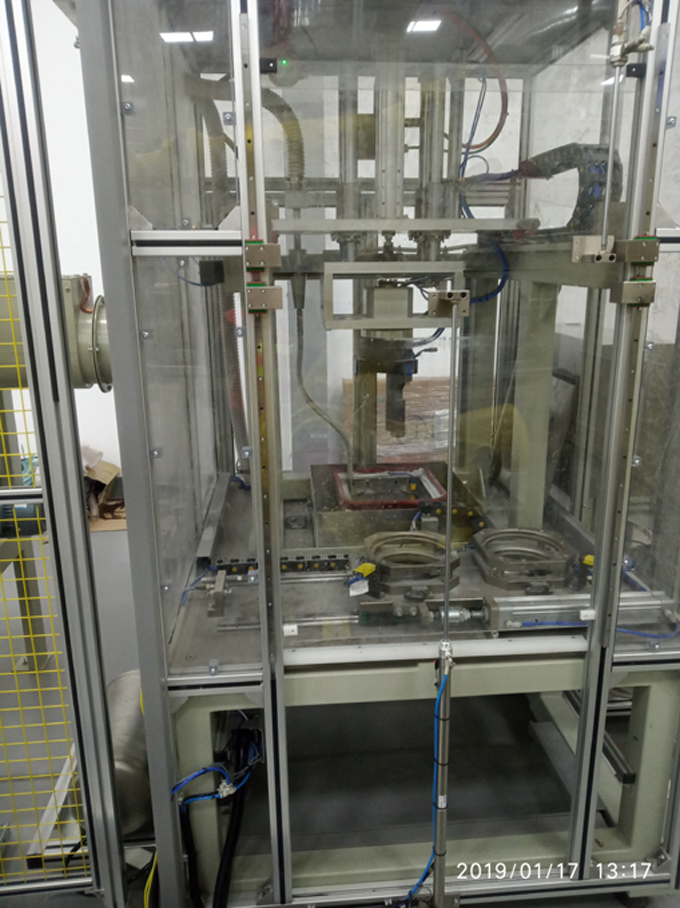
The fixture for placing the armature is moved to the coating station, and the armature is sent to the clamping fixture position. The armature clamping fixture clamps the armature and then returns to the rotating position to start flowing. Then, the armature is preheated in the preheating section. After preheating is completed, the robot removes the armature and places it on the coating fixture. The armature enters the coating area, and the coating powder bucket moves up (or the armature moves down) for coating the armature connecting wire end. After coating is completed, the powder bucket moves down (or the armature moves up), and the robot moves the coated armature into the curing area for curing. After curing is completed, the armature is sent from the coating machine to the accompanying fixture, and relevant production and process information is recorded in the data center.
1) The equipment has powder level adjustment and control functions, with a powder level control accuracy of+/-3mm.
2) The number of applications can be adjusted on the HMI.
3) The workpiece can automatically rotate during coating, and the rotation speed can be adjusted on the HMI.
4) The coating time can be adjusted, with a setting range of 0-9999 seconds.
5) When the epoxy powder level is below the lower limit of the powder level, the equipment should issue a shortage alarm signal; The feeding powder box can store a capacity of at least 8 hours of epoxy powder for production.
6) The equipment is equipped with an epoxy powder recycling device, and the recycled epoxy powder can be used directly.
7) The vulcanization speed and pressure of epoxy powder can be adjusted on the HMI.
8) Temperature adjustment range for preheating and curing area: from room temperature to 250 ℃. The time for the heating area to rise to 200 ℃ under no-load conditions at room temperature is less than 1 hour. The temperature controller has a resolution of 1 ℃, with P.I.D adjustment and automatic constant temperature.
9) The coating station is designed as an isolation room structure and has a cooling function to ensure that the temperature inside the coating powder bucket does not exceed 30 ℃, preventing the coating powder in the bucket from rising and clumping.